





Трактор МТЗ-80/82. Ремонт основного двигателя

Замена головки цилиндров в сборе
Если клапаны неплотно прилегают к седлам или прослушивается металлический стук, не устранимый регулировкой клапанов, попала вода в камеру сгорания, клапаны утопают сверх допустимых пределов, то головку цилиндров необходимо снять с двигателя для ремонта.
Утопание клапанов без снятия головки цилиндров определяют по выступанию их стержней относительно поверхности головки цилиндров. Для этого устанавливают поочередно поршни в В.М.Т. на такте сжатия и измеряют штангенглубиномером расстояние от поверхности головки до торца стержня клапана. Если выступание стержня клапана более 57,2 мм, то головку снимают и ремонтируют. Нормальное значение выступания стержня клапана 56 мм, предельное – 58,4 мм.
Снятие головки цилиндров
Снимите выпускную трубу в сборе с искрогасителем и фильтр грубой очистки воздуха. Отъедините провода от соединительных панелей, закрепленных на кожухе вентилятора, освободите их от фиксирующих кронштейнов и выньте из колпака крышки головки цилиндров. Переместите отъединенные провода к кабине.
Ослабьте крепление соединительной втулки рулевого управления и переместите втулку в сторону заднего рулевого вала.
Снимите передний рулевой вал.
Снимите провод датчика температуры воды, топливные трубки, фильтр тонкой очистки топлива, воздухоочиститель с кронштейном, воздухоподводящую трубку, выпускной коллектор, переходный патрубок, водоотводящую трубу с патрубком, впускной коллектор, корпус термостата, колпак и крышку головки цилиндров, механизм коромысел и штанги толкателей.
Отъедините патрубок головки цилиндров и трубку маслопровода.
Отъедините и снимите форсунки.
Снимите головку цилиндров с прокладкой.
Необходимость замены головки цилиндров в сборе определяют после ее снятия. Замену производят при наличии трещин (прежде всего около отверстий водяной рубашки и между клапанными седлами); при короблении нижней плоскости более 0,2 мм (см. рис. 1), замеренный металлической проверочной линейкой и щупом; при утопании клапанов более 3 мм, замеренный штангенглубиномером (см. рис. 2) или щупом (см. рис. 3) относительно плоскости головки.
Допустимое значение утопания клапанов — 1,8 мм. При утопании клапанов свыше 3,5 мм необходимо заменить головку цилиндров в сборе.
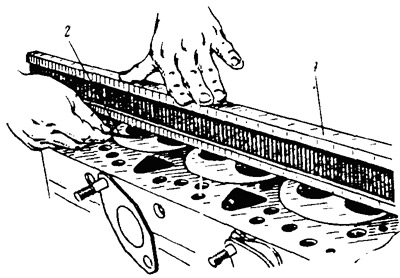
Рис. 1. Проверка плоскости прилегания поверхности головки цилиндров на коробление. 1 – проверочная линейка; 2 – щуп.
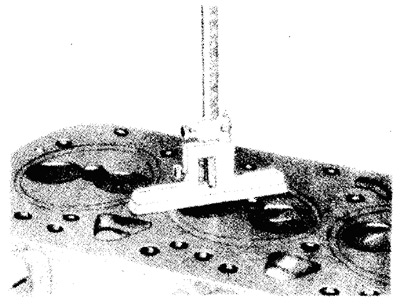
Рис. 2. Замер утопания клапанов с помощью штангенглубиномера.

Рис. 3. Замер утопания клапанов относительно плоскости головки с помощью щупа.
Установка головки цилиндров
Головку цилиндров устанавливайте на двигатель в последовательности, обратной снятию. Перед установкой головки залейте в цилиндры по 30 г дизельного масла ГОСТ 8581-78. Новые прокладки головки цилиндров, колпака и крышки головки цилиндров смажьте с двух сторон графитовой пастой, состоящей из 40% графитового порошка и 60 % дизельного масла.
Затяжку гаек шпилек или болтов крепления головки цилиндров производите в несколько приемов (не более чем на 1…2 грани) в последовательности, указанной на рис. 2.4. Окончательную затяжку производите динамометрическим ключом. Момент окончательной затяжки гаек 19…21 кгс•м (190…210 Н•м) для Д-243 и 16…18 кгс•м (160…180 Н•м) для Д-240.
Форсунки устанавливайте одной группы по пропускной способности. Прокладки форсунок со стороны прилегания смажьте солидолом УС–2 ГОСТ 1033-73.
Наконечники штанг толкателей должны войти в углубление толкателей. Штанги должны легко вращаться относительно своих осей.
Прокладки корпуса термостата и впускного тракта смажьте лаком "Герметик". Отрегулируйте зазоры между торцами клапанов и бойками коромысел.
Устранение неисправностей головки цилиндров
Разборка. Сожмите пружины клапана с помощью приспособления ОР-9913 (см. рис. 4). Снимите сухари, тарелки пружин, наружные и внутренние пружины клапанов, шайбы. Выньте впускные и выпускные клапаны.
Риски, задиры и раковины на поверхности седел клапанов головки цилиндров не допускаются. При наличии этих дефектов обработайте фаски седел фрезами с направляющими хвостовиками в следующем порядке:
-обработайте рабочую поверхность седел впускных и выпускных клапанов под углом 45°;
-снимите фаску на нижней части седел клапанов под углом 75°;
-снимите фаску на верхней части седел клапанов под углом 15°.
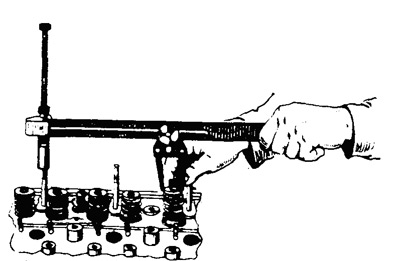
Рис. 4. Снятие и установка клапанных пружин с помощью приспособления ОР-9913.
При увеличении ширины фаски седла клапана более 2 мм уменьшите ее фрезами с углами 15 и 75°. Ширина фаски седла клапана после обработки должна быть 1,5…2 мм; при этом необходимо проверить соосность фасок с направляющими втулками с помощью приспособления КИ– 4929.
Клапаны, у которых обнаружена деформация стержня, замените.
Проверьте высоту цилиндри-ческого пояска тарелки клапана, которая должна быть не менее 0,5 мм.
При обнаружении рисок и раковин на рабочей фаске клапана, а также при износе фаски проведите шлифование рабочей поверхности на стенде Р–108. Фаску впускного и выпускного клапанов шлифуйте под углом 45° относительно оси стержня.
Проверьте упругость пружин на приспособлении КИ–040А (см. рис. 5). Значения усилия сжатия и высоты пружины должны соответствовать данным табл. 1.
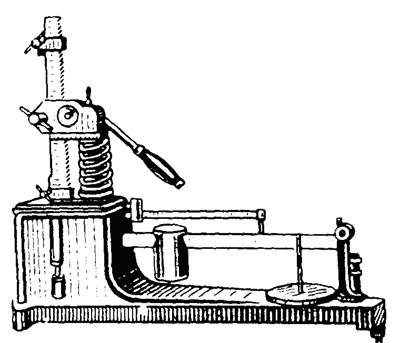
Рис. 5. Проверка успругости клапанных пружин на приспособлении.
Таблица 1: проверка упругости клапанных пружин.
| Пружина | Усиление сжатия до рабочей высоты, кгс | |
|---|---|---|
| нормальное | допустимое | |
| Наружная | 17±1,4 | 14,8 |
| Внутренняя | 8,87±0,7 | 7,4 |
| Пружина | Высота, мм | |
|---|---|---|
| в свободном состоянии | в рабочем состоянии | |
| Наружная | 64,0 | 54,0 |
| Внутренняя | 58,5 | 48,5 |
Пружины не отвечающие этим требованиям, замените. Замерьте внутренний диаметр направляющих втулок с помощью индикаторного нутромера (см. рис. 6). Если внутренний диаметр превышает 11,13 мм или имеется ослабление посадки, замените втулку (см. рис. 7). Новую втулку запрессовывайте с натягом – 0,03 мм (см. рис. 8).
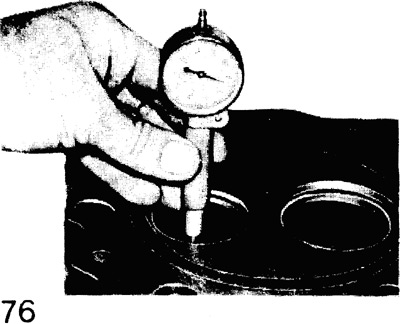
Рис. 6. Замер отверстия направляющей втулки клапана.
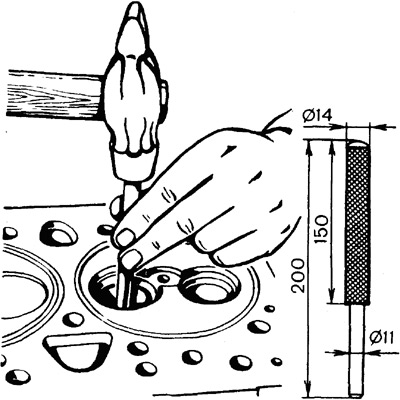
Рис. 7. Выпрессовка направляющей втулки клапана. Оправка для выпрессовки.
Рис. 8. Запрессовка направляющей втулки.
После ремонта клапанов и их седел проведите притирку клапанов к седлам с помощью пневматической дрели 2213 (см. рис. 9). Смажьте рабочую поверхность фаски клапана притирочной пастой (микропорошок М20 с маслом индустриальным 20 или веретенным 3). Наденьте на стержень клапана технологическую пружину, установите клапан в направляющую втулку и вращайте его, периодически приподнимая дрель. Ширина притертой матовой полоски на конической поверхности клапана и гнезда клапана должна быть 1,5…2 мм (см. рис. 10). Верхняя кромка матовой полоски на клапане должна быть расположена на расстоянии не менее 0,5 мм от цилиндрического пояска тарелки клапана.
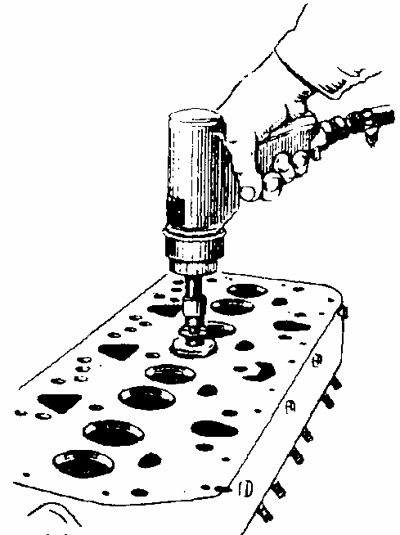
Рис. 9. Притирка клапанов с помощью пневматической дрели.
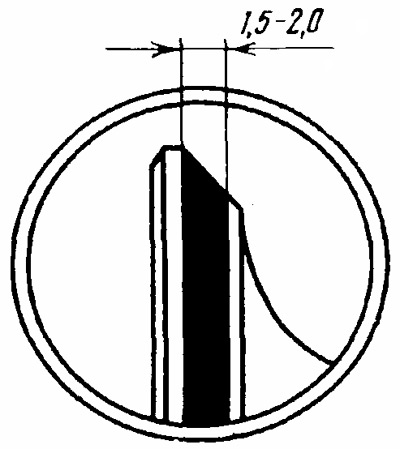
Рис. 10. Матовая полоска на фаске клапана.
Сборка
Головку цилиндров собирайте в последовательности, обратной разборке. Перед сборкой головку цилиндров и клапаны обдуйте сжатым воздухом. Тарелки и седла клапанов протрите салфеткой, смоченной в керосине. Клапаны устанавливайте в те седла, к которым они были притерты. Стержни клапанов перед сборкой смажьте дизельным маслом. Стержни должны перемещаться в направляющих втулках без заеданий и заметного поперечного покачивания. Сухари клапанов должны выступать над плоскостью тарелки пружины клапана на 1±0,5 мм. Допускается утопание до 1 мм.
Герметичность сопряжения "клапан – гнездо тарелки клапана" проверьте одним из следующих способов:
залейте во впускные и выпускные каналы головки цилиндров керосин. В течение 2…3 мин после этого течь керосина не допускается;
на тарелки клапана налейте водную эмульсию или дизельное топливо, подведите сжатый воздух под давлением 0,3…0,5 кгс/см 2 во впускные и выпускные каналы головки цилиндров с помощью приспособления КИ–16311.
Появление воздушных пузырьков из-под тарелки клапана не допускается.